
针对某石油化工企业现场调研及数据分析情况,我们做出以下方案:
公司承担了国内多套炼油及石化厂污油污水处理池的RTO法尾气治理项目。下面简要介绍其中的一个典型案例:一套为中国石油化工股份有限公司某分公司污水处理厂恶臭治理提标改造项目RTO装置。
RTO装置设计进口臭气污染组分浓度见下表。
|
名称 |
非甲烷总烃(mg/m3) |
苯 |
甲苯 |
二甲苯 |
乙苯 |
备注 |
|
|
一污含油系统除臭装置出口 |
平均浓度 |
3302 |
380.68 |
476.63 |
253.80 |
168.08 |
|
|
^大浓度 |
6900 |
— |
— |
— |
— |
|
|
|
^小浓度 |
630 |
— |
— |
— |
— |
|
|
|
一污浮渣系统除臭装置出口 |
平均浓度 |
560 |
85.62 |
98.80 |
155.20 |
53.32 |
|
|
^大浓度 |
610 |
— |
— |
— |
— |
|
|
|
^小浓度 |
510 |
— |
— |
— |
— |
|
|
|
混合后 |
平均浓度 |
2125 |
275 |
352.4 |
215.3 |
127.39 |
|
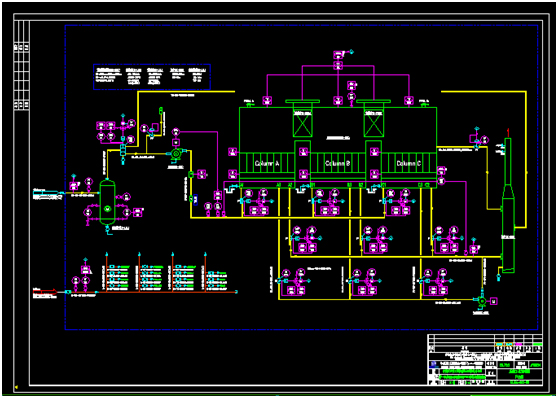
1.4工艺PID图
1.5设备布置图

1.6项目图片










